Электроэрозионная обработка
ПФ РИЭЛТА имеет парк электроэрозионного оборудования позволяющего обрабатывать различные детали из любого токопроводящего материала с высокой точностью.
Координатно-прошивочный электроэрозионный станок JMNC 43A P-75
| Рабочая зона стола | 650х400 |
| Чистота обрабатываемой поверхности до | Ra0,2 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 400х300х350 мм |
| Масса электрода | 75 кг |

Координатно-прошивочный электроэрозионный станок JOEMARS CNC-326
| Рабочая зона стола | 650х300 |
| Чистота обрабатываемой поверхности до | Ra0,2 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 400х300х350 мм |
| Масса электрода | 100 кг |



Электроэрозионный проволочно-вырезной станок JOEMARS WT-455S
| Рабочая зона стола | 750х650×255 |
| Чистота обрабатываемой поверхности до | Ra0,28 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 450х300х250 мм |
| Масса электрода | 100 кг |

Электроэрозионный проволочно-вырезной станок JOEMARS WT-655S
| Рабочая зона стола | 1100х800х355 |
| Чистота обрабатываемой поверхности до | Ra0,28 |
| Точность обработки | ±0,005 мм |
| Перемещение по осям станка | 650х400х350 мм |
| Масса электрода | 100 кг |

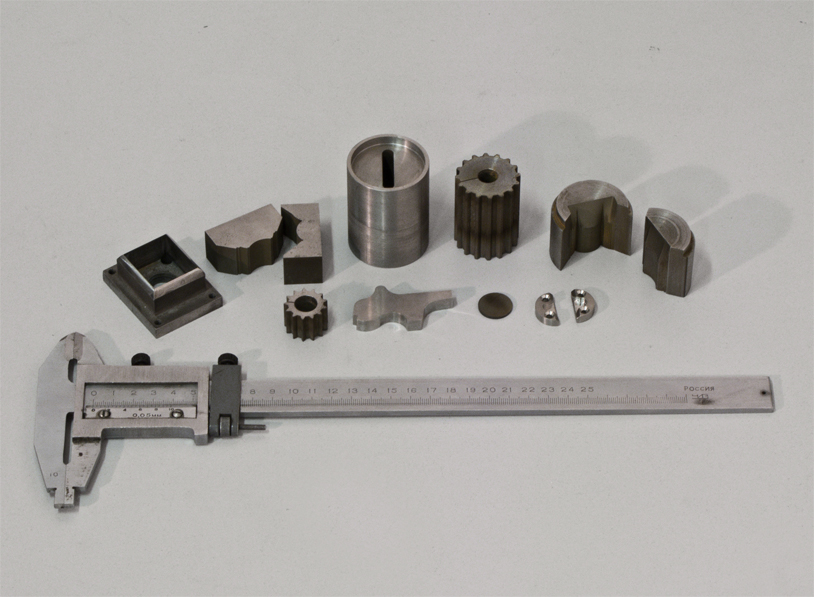


Электроэрозионная обработка металлов: сущность метода, преимущества, применение
В машиностроении электроэрозионная обработка металлов – это востребованная технология, позволяющая получать детали с поверхностью, удовлетворяющей самым высоким требованиям качества и точности. Этот метод универсален в отношении материала заготовки, позволяет добиваться упрочнения поверхностного слоя, является единственно возможным при работе с глубокими пазами и закрытыми каналами.
Если для решения ваших бизнес задач нужны детали с прецизионной точностью, то обращайтесь к нам по городскому номеру +7-812-498-19-71 или оставьте свои контактные данные для обратного звонка. На линии связи с клиентами работают грамотные консультанты, компетентные в технических моментах и вопросах коммерческого сотрудничества с нашим предприятием ЗАО «Риэлта».
Пару слов об истории
Явление разрушения кристаллической решетки металлов под воздействием разрядов электрического тока известно еще с момента первых экспериментов ученых, изучавших электричество. Впервые разумно применять электрическую эрозию для решения конструктивных задач догадались в 1943 году физики Б.Р. Лазаренко и Н.И. Лазаренко. Так появился метод электроискрового формообразования. Несколькими годами позже инженером М.М. Писаревским была разработана электроимпульсная техника.
С 50-х годов XX столетия советские изобретения получили практическое применение: в Швейцарии выпустили и запатентовали первые прошивочные станки для электроэрозионного производства деталей. В современном мире по популярности этот способ может конкурировать с традиционными механическими методами: фрезерованием, шлифованием и токарной обработкой.
Как это происходит?
С точки зрения физики процесса эрозионная обработка базируется на способности взаимодействующих инструмента и заготовки проводить электрический ток. Схема выглядит так:
- Установка электрод-инструмента, который может быть выполнен из графита, меди, алюминия, чугуна, латуни, вольфрама, молибдена и других материалов. Выбор определяется природой обрабатываемого сырья, площадью воздействия, требованиями к конечной конфигурации и точности детали.
- Погружение электрод-инструмента в ванночку с электрод-заготовкой в рабочей среду. В качестве последней выбирается жидкий диэлектрик, который бы обеспечивал максимальный КПД процесса электрофизической обработки, сохранял стабильность при высокотемпературном разогреве, имел хорошую коррозионную стойкость в отношении материала электродов. Часто это керосин, масло, углеводородное сырье и их комбинации.
- Подача напряжения приводит к ионизации пространства между электродами. При сокращении расстояния между ними степень ионизации нарастает настолько, что в массе диэлектрика формируется сквозной электропроводимый канал. Через него и проходит разряд, вызывающий сильный локальный нагрев металлических поверхностей. В результате часть металла расплавляется и испаряется, а другая образует мельчайшие частицы в рабочей жидкости. В точке воздействия остается лунка в форме инструмента.
Из-за химизма процесс электрической эрозии способствует росту поверхностной твердости получаемых деталей. С одной стороны, это объясняется науглероживанием верхнего слоя, обусловленного переходом углерода из остатков рабочей среды в структуру металла. С другой – особенностями и высокой скоростью охлаждения заготовки (происходит закалка).
Виды электрофизической обработки
В зависимости от частоты повторения, длительности и энергии разряда электроэрозионные технологии делятся на электроискровой и электроимпульсный виды. Различие между ними заключается в образующихся температурах и длительности приложения импульсов разной энергии.
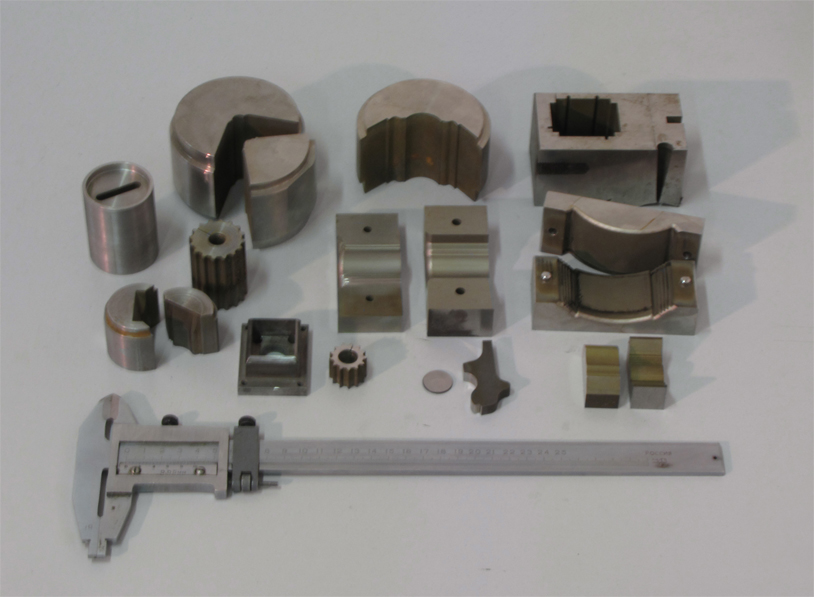
Первому характерна малая производительность, но высочайшая точность обработки. Он хорошо подходит для изготовления небольших деталей из твердосплавного сырья. Вторая техника чаще применяется в черновых целях, однако позволяет изготавливать детали серийно.
Что лучше: электроэрозионная вырезка или прошивка?
Однозначно на этот вопрос ответить сложно, ведь каждый вид оборудования предназначен для выполнения своих целей. Принципиальная конструкция станков одна и состоит из следующих узлов:
- генератор импульса;
- механизм передвижения заготовки и инструменты с фиксацией;
- гидросистема;
- устройство автоматической регулировки зазора между электродами.
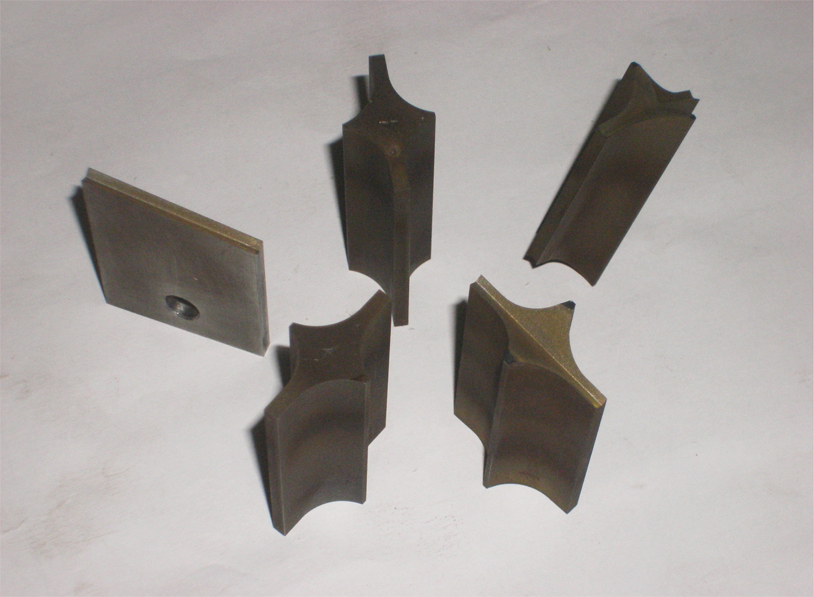
Операциями прошивки часто делают отверстия, но также возможна резка, доводка, маркирование, шлифование. Координатно-прошивные станки применяют для работы с фасонными поверхностями, а копировально-прошивочные агрегаты хороши при серийном производстве.
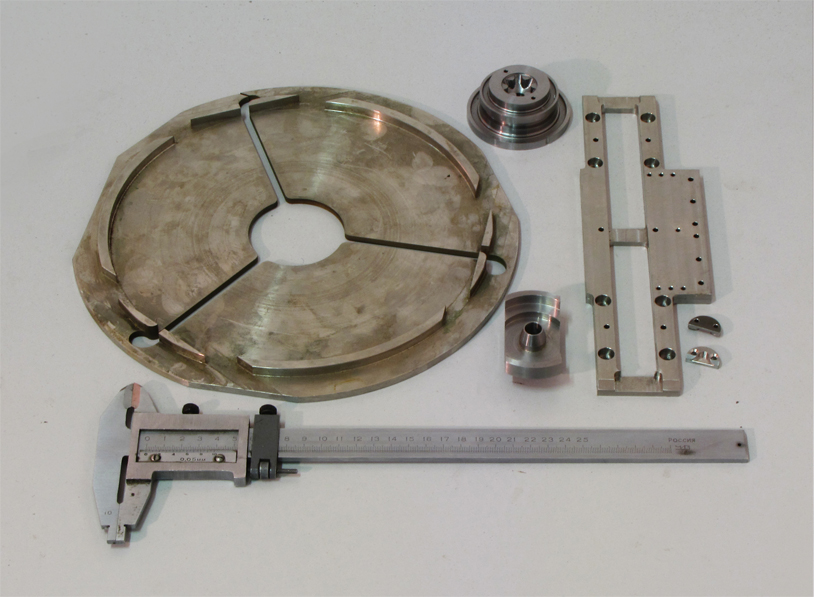
Вырезание выполняется непрерывно вращающимся проволочным электродом, который движется по заданному программой станка маршруту. Проволочно-вырезные станки незаменимы при изготовлении деталей сложной геометрической формы, к примеру: штампов, шаблонов, рабочих профилей, матриц, пуансонов.
Один из профилей ЗАО «Риэлта» — электроэрозионная обработка металлов, выполняемая на передовых координатно-прошивочных и проволочно-вырезных станках. Большой опыт работы и профессионализм позволяют нам легко решать даже самые трудные задачи.